What is a Weld Defect?
Before Diving deep into what causes weld defects, or what welding defects are, you must become familiar with what welding defects actually are. A welding defect is simply an imperfection or flaw caused due to the intended usage of the weldment. In some cases, the weld might not comprise the defect but discontinuity. The discontinuity is not considered a welding defect. However, if the discontinuity keeps increasing more than the permissible limit, it no longer stays as a defect but eventually becomes a defect if welding. Welding defects can be caused due to the imperfect welding process, inexperienced welding individuals, or imperfect welding material. We all want our welding to be accepted and never rejected, so to make it happen you must know all the common types of welding defects and how to avoid them.
Common Types of Weld Defects
There are many welding defects but the most common are given Below: You have to adjust the parameters that are causing defects in your welding. Therefore, knowing your defect and its solution of how to prevent it is a must for you to know.
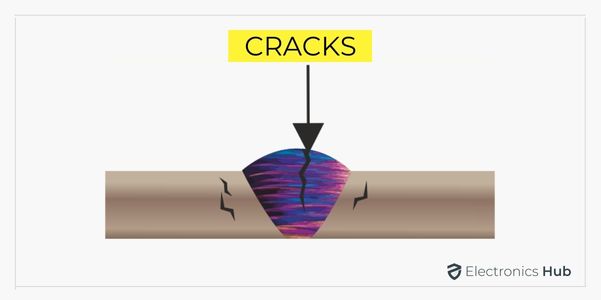
1. Cracks
Crack is the most common and popular defect in Welding. It can dangerously affect your welding by weakening it or tending to weaken it. They grow at a rapid pace and move down deep into the welding. The cracks occur in three different manners:
In a longitudinal or length-wise manner. Transverse or along the bead width. At the end of the weld after arc termination.
Cracks could also be hot or cold. It solely depends upon the condition. If there are some issues with your alloy filler metals, the chances of hot crack increase. Whereas, cold cracks occur after days or weeks of being welded. This could be due to the deformities in base metal.
Ways Of Prevention
Always preheat your joint. Make sure that the alloy filler material is correct. Allow the joint to expand or contract during welding and cooling down. Avoid using ferrous metals with hydrogen gas.
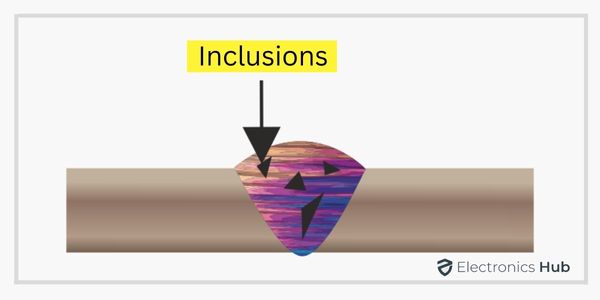
2. Inclusions
Inclusions refer to the impurities entrapped in your weld. Imprints get stuck in your welding and cause the weld to become weaker. Slag is formed when you use flux. You must make the slag leave the molten pool by making it float onto the top of the puddle. This way it won’t be trapped inside the bead. MIG and TIG welding doesn’t allow the slag to run off, so they are not immune to it.
Ways of Prevention
Always clean the base metal before welding. Don’t let the weld pool cool too fast by using the low amperage. Keep proper torch angle and speed. Clean slag.
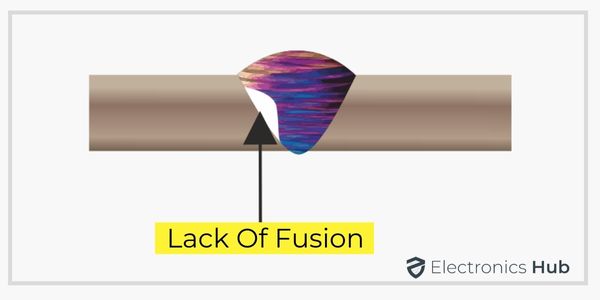
3. Lack of Fusion
Lack of fusion occurs due to the imperfect filler metal. Filler material must be according to the base metal and fit and adhere completely to it without leaving any gap. If the filler material is not according to the base metal, it will surely leave voids, and gaps due to poor adhesion.
Way to Prevent
Always clean impurities from the welded metal before welding/ Use the correct filler material and electrode size. Keep the amperage high. Keep the torch and arc perfect.
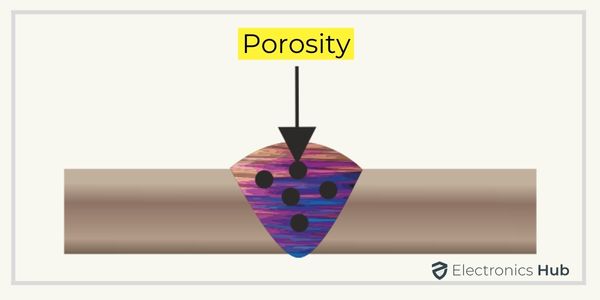
4. Porosity
As the term porosity refers, it means the entrapping of gas molecules with the weld making it porous. When the gas is entrapped, it causes small bubbles in the weld making it look like a sponge. During the welding process, several gases are released. It includes steam, carbon dioxide, and hydrogen. They stay inside the joint, make bubbles, and affect the strength of the joint.
Ways to Prevent
Always make sure the base metal is clean and dry. Use Hydrogen electrodes with perfect coating. Use a short arc and keep amperage low. Make the gas bubble out by moving the torch slowly.
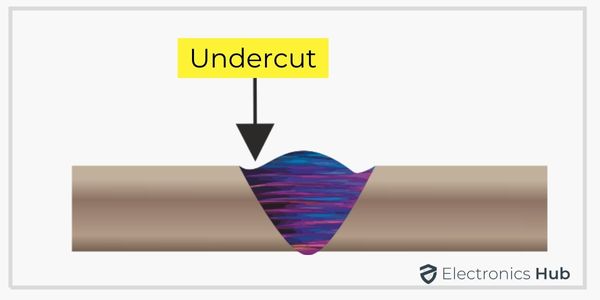
5. Undercut
The undercut is the defect in which spots or sections occur that are less than the original base metal. They often appear at the top bottom of the weld as a “notch”. This makes the weld thin and delicate to breakage.
Ways to Prevent
Keep moving the torch at a slow pace with sufficient amperage. Place the arc and torch at the right angle. Always choose the right shielding gas with proper welding techniques.
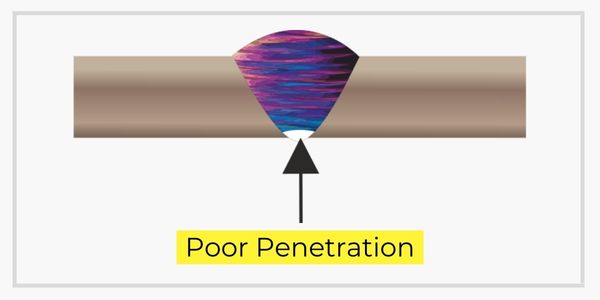
6. Poor Penetration
Poor penetration refers to not penetrating enough in the joint to make a weld proper. It happens when the bead doesn’t fill the joint properly and let the space present in the joint. It makes the weld vulnerable to breaking.
Ways to Prevent
Always make sure that the electrode is of fit size. Along the workpiece in a way that no gap is left. Make amperage setting according. Keep the puddle at a low pace.
7. Burn Through
Burn-through is the hole produced due to a very high heat point. It causes the metal to melt and makes a hole that effectively reduces the quality of the weld. You would encounter this problem if the workpiece is too thinner, or the welder settings are adjusted to very high.
How to Prevent
Don’t make the torch pace slow. Make the gap less. Always use the correct wire sizes. The Nose should not be too small.
8. Under Fill
Under fill is the condition where the bead runs below the metal surface and sits there. It happens because of the thinner bead that runs out to the lower surface. It makes the quality of the joint poor, making it delicate. This condition may sometimes be known as a “rut” and sometimes as a “convex joint”.
Ways to Prevent
Do not move too fast while welding. The current setting should be in accordance. Electrode filler must be suitable.
9. Excess Reinforcement
Contrary to underfill, there is excess reinforcement. In this case, a lot of filler material is filled which causes the production of the crown. More filler material is present in this case. It may also be known as excess penetration.
Ways to Prevent
Keep the pace of the torch proper. Avoid excess heat by setting the management accordingly. Adjust voltage to low. Make sure there are no gaps left.
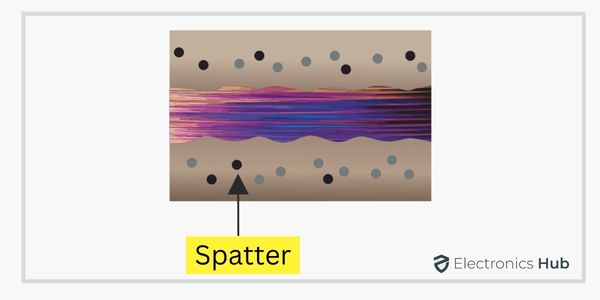
10. Spatter
Spatter is the defect that ruins the beauty of the weld. In some cases, preciseness and cleanliness are as much important as the strength of the weld. When spatter occurs, it makes the weld look rough and wrecked.
Ways to Prevent
You can’t remove all the spatter but can reduce it to a good limit.
Always clean the base metal before welding. Make the polarity set properly. Use the proper amperage and hotness. Don’t make the arc length.
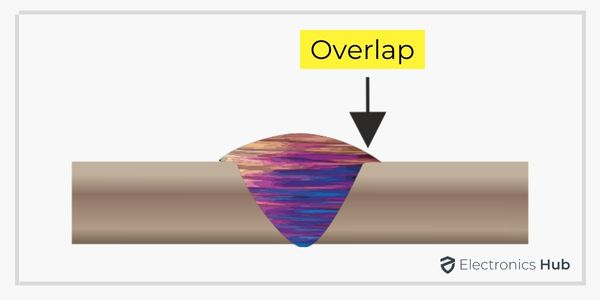
11. Overlap / Over-Roll
Over-roll or overlap occurs when the weld material covers the base metal at the toe. In this defect, the weld material makes an angle of 90 degrees when rolled.
Ways to prevent
Don’t make the travel speed low. Avoid using oversized electrodes. Avoid high settings by correcting the amperage.
12. Whiskers
Whiskers are caused due to the wire of the electrode that sticks on the root side of the weld. They are mostly caused when the electrode wire protrudes from the leading edge. They are mostly taken as inclusions for beginners and make the joint look so bad.
Ways to Prevent
Reduce the wire-feed speed. Move at a medium pace. Increasing the wire sticking-out distance.
13. Mechanical Damage
Mechanical damage can be caused due to different factors even after the beading. This could be done due to the usage of hammers, grinders, or any other tool. This is the type of damage that occurs out of nowhere.
Ways to Prevent
Avoid aggression while dealing with slag. Don’t use heavy hammers. Do not let the joint stay under pressure.
Conclusion
We have covered the most common welding defects in this article. No doubt, there could be more defects occurring than explained above but every welder must know these. This could help you accept your weld without getting a rejection. Comment below and let us know if you have got any questions. Comment * Name * Email * Website
Δ
![]()
![]()
![]()
![]()
![]()

